
Guides
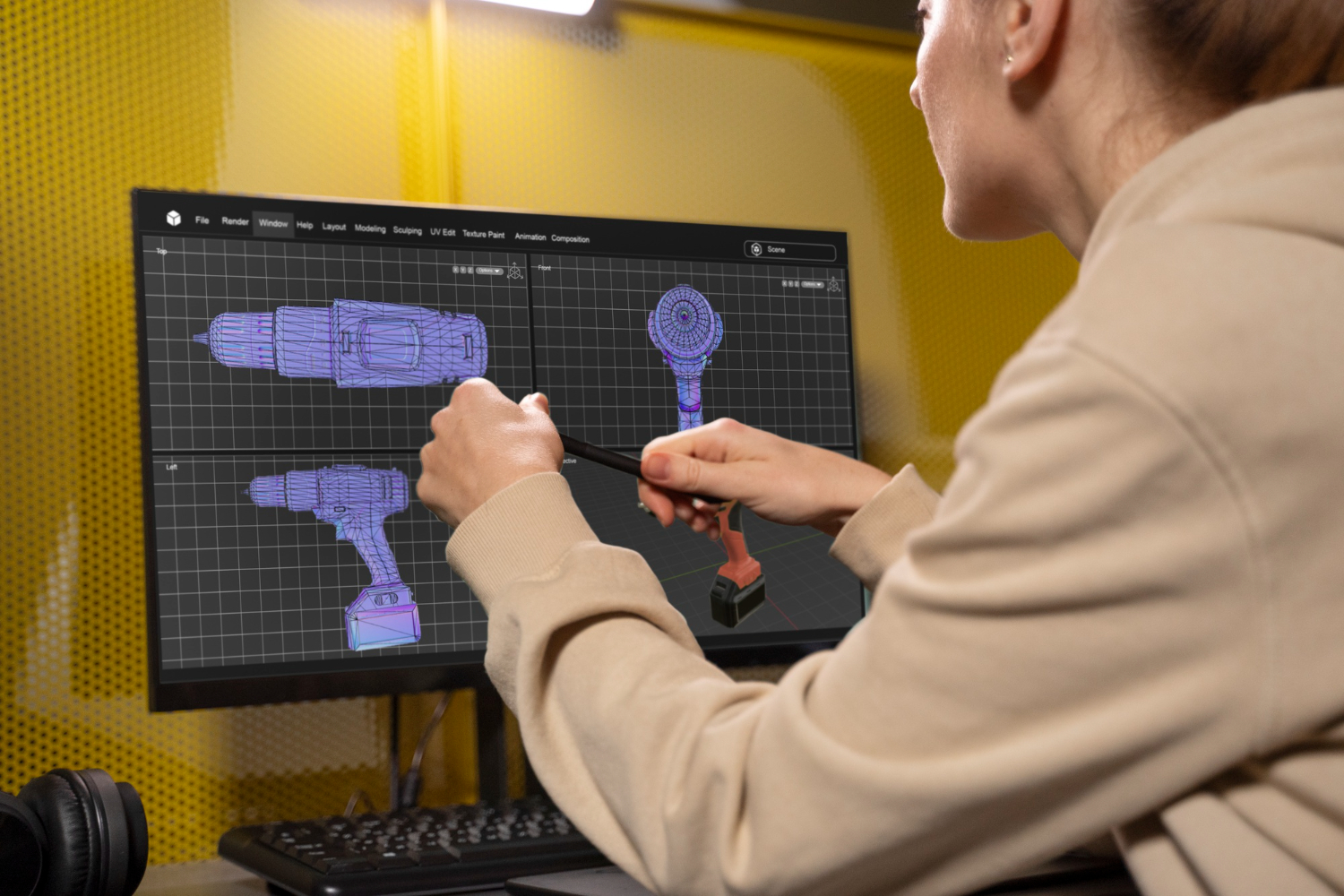
The 24-Hour Design Sprint: How to Run Rapid Prototyping Iterations with On-Demand 3D PrintingApr 8, 2026
Design during the day, print overnight, test the next morning. A practical workflow for running rapid prototyping iterations at one per day.
Read More
Guides
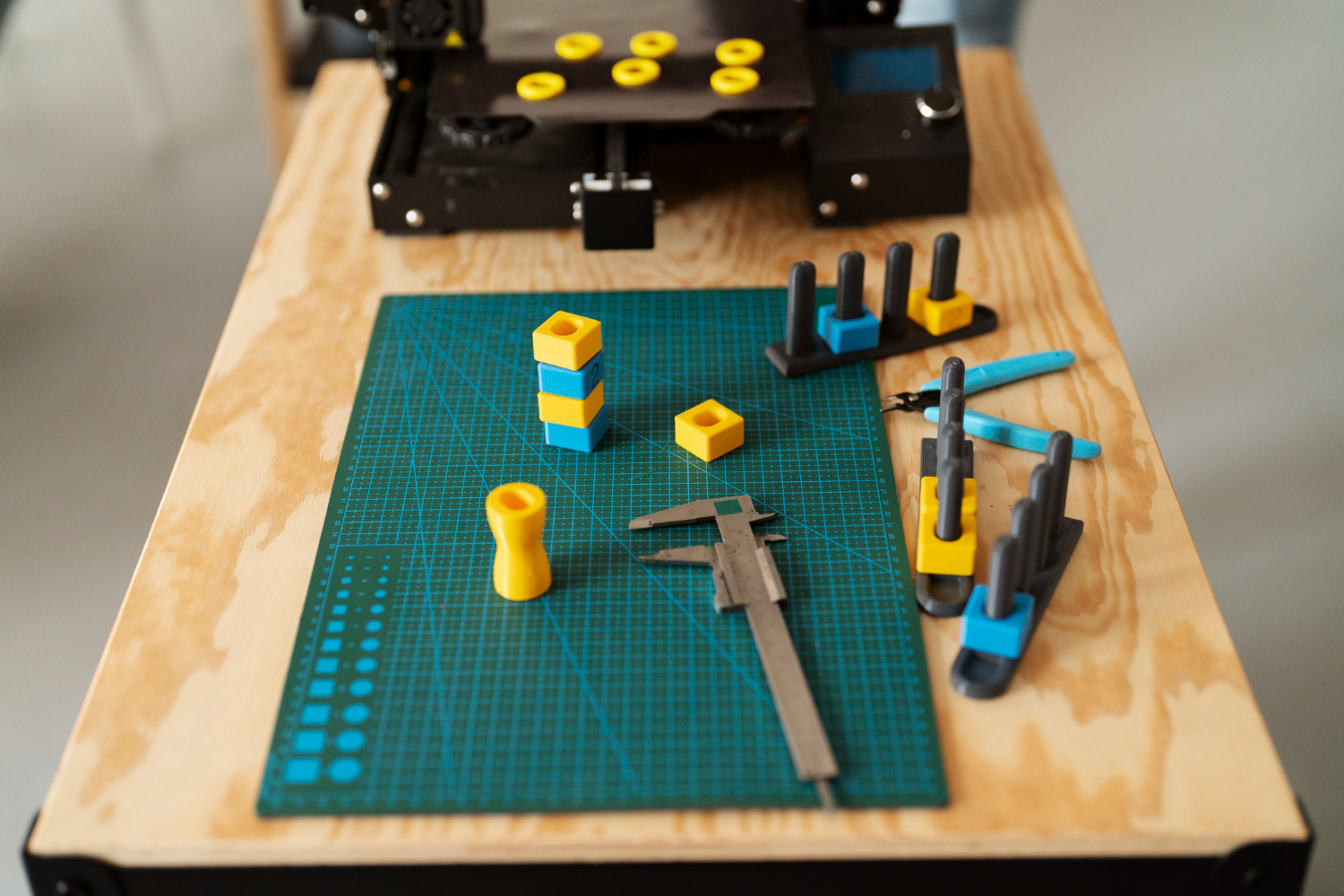
How to Test and Validate 3D Printed Prototypes: A Product Designer's ChecklistApr 8, 2026
A structured checklist for testing 3D printed prototypes: visual inspection, fit testing, functional validation, and user testing. Get the most out of every iteration.
Read More
.webp)



Copyright © 3D On Demand